- 普通平铣刀

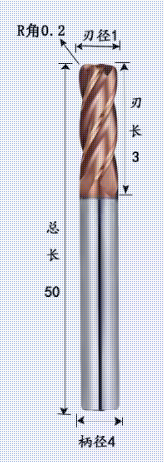
- 圆鼻子刀
- 玉米刀(开粗)
- 镗刀精度0.01左右的圆孔

- 球刀

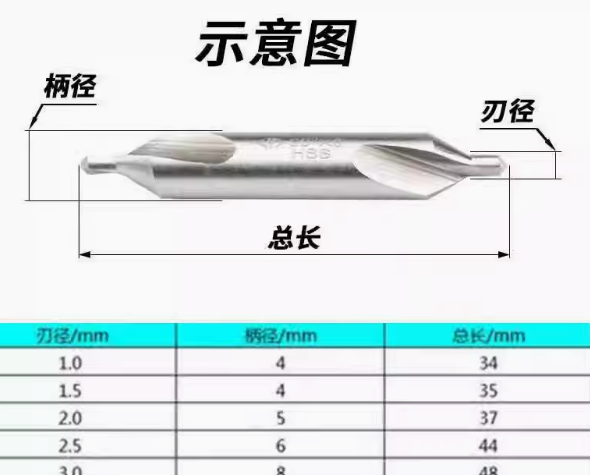
- 中心钻
- 倒角刀

- 钻头

- T型槽刀

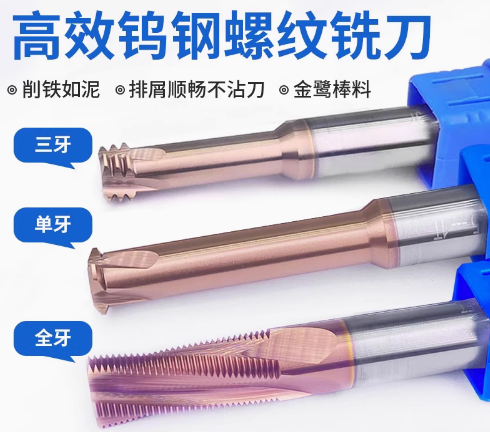
螺纹铣刀
盘刀

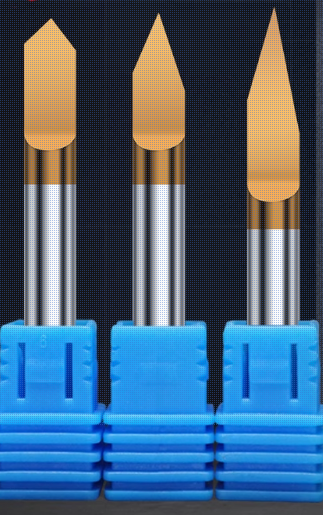
刻字雕花
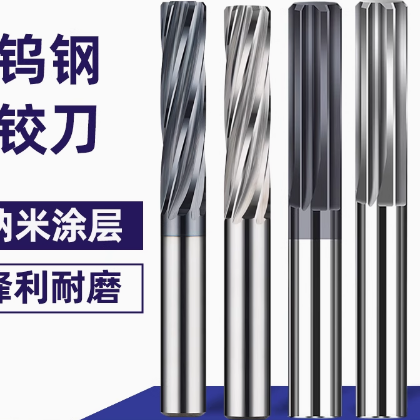
铰刀
铣刀杆+强力刀柄

螺纹铣刀
盘刀
刻字雕花
铰刀
铣刀杆+强力刀柄

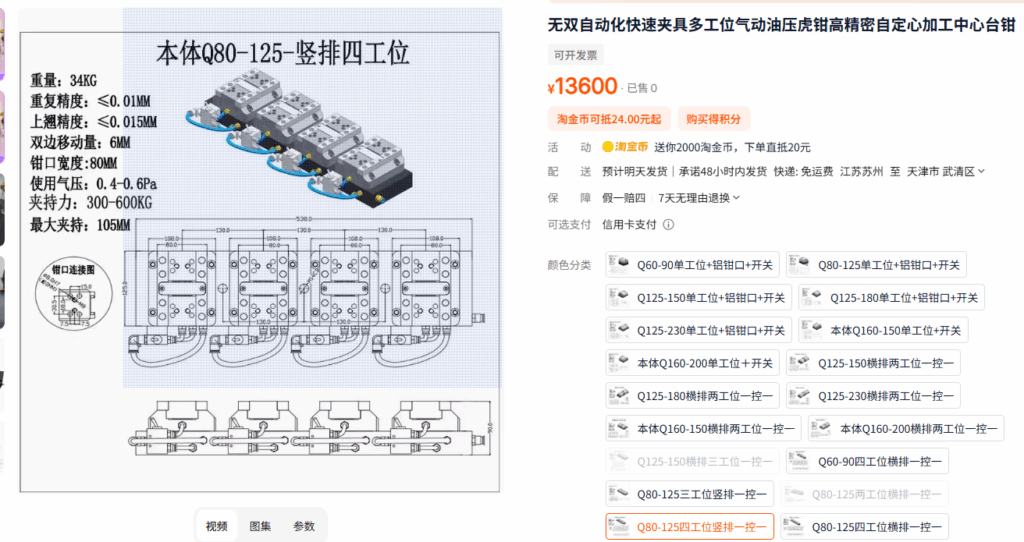
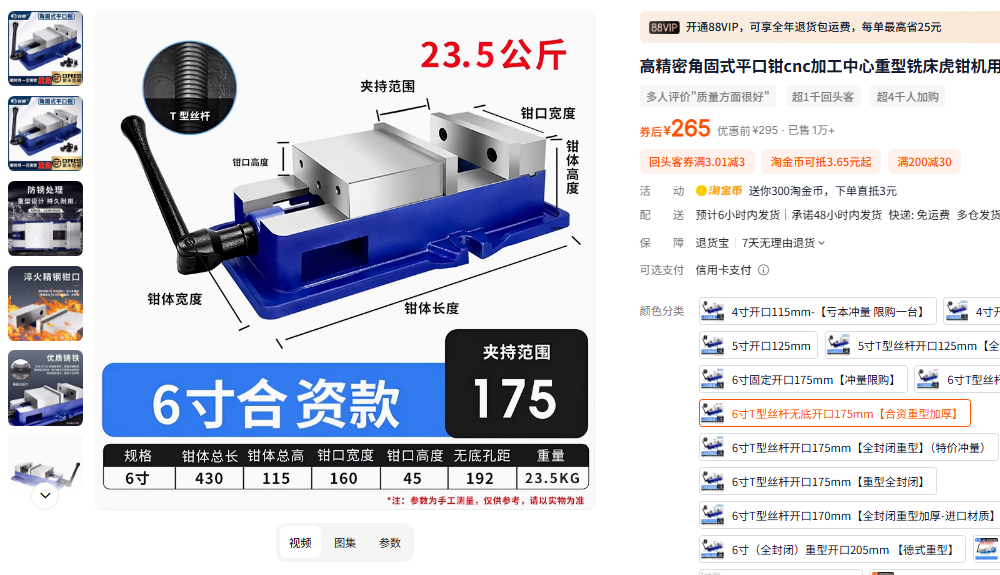
本来想用个气动虎钳装夹零件,发现是真贵啊.
现在工厂的情况是,1人看6台机器.工件加工时间长,还是能看过来的.想上点自动化的东西,一个是装夹产品一致性好一点,另一个人员要求没那么高,操作工可以省点事情.
价格好贵啊.想自己做,其实自己做的价格也差不多.重型气缸400+调压阀+气动控制+2个导柱+几块加工件.价格相差也不是很大.
如果做10套.能省点.但是整体算下来还是贵.这几天研究研究OK夹.看看能降低成本嘛.

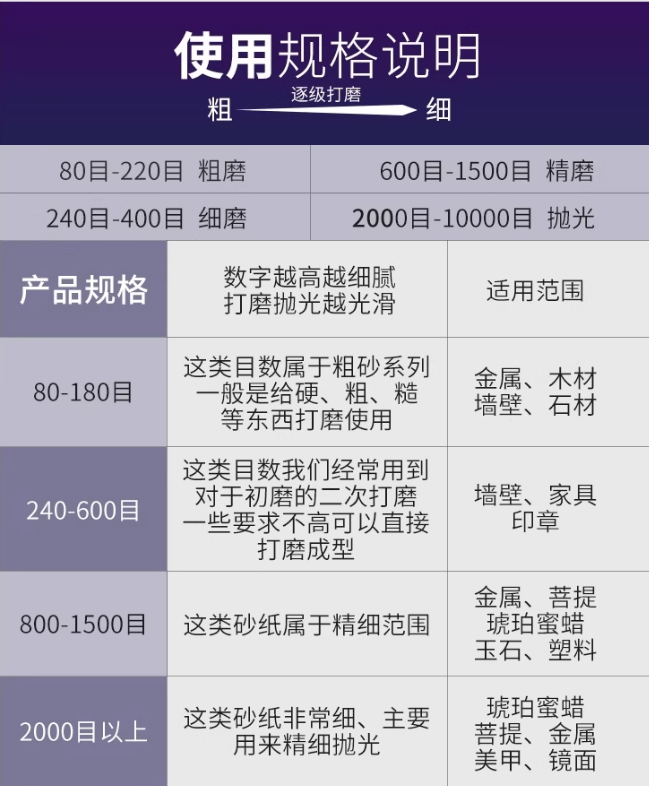
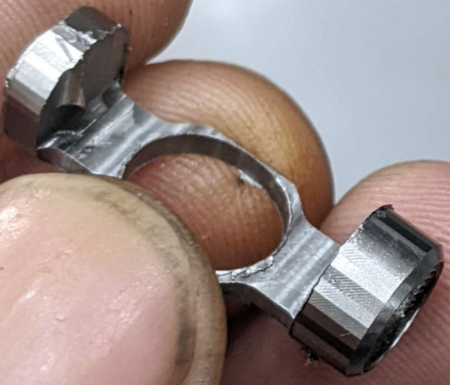
镜面抛光是老生常谈的东西.功夫活儿.最近加入了EDC行业.类似做旋转陀螺,解压玩具.他们是直径上布轮和蜡直径抛光.对产品表面要求过高.老子实在是加工费劲.时间长,出货效率太低.研究研究砂纸抛光.以前做模具的时候,抛光也没感觉这么费劲.现在是不行就报废.而且报废在CNC上.我准备先用180目的砂纸过一遍,再拿400-600目的去过.最后用W2.5的金刚石研磨膏去研表面.现在他们直径用布轮+蜡把我好不容易跑完的曲面,全搞塌了.心疼死了.




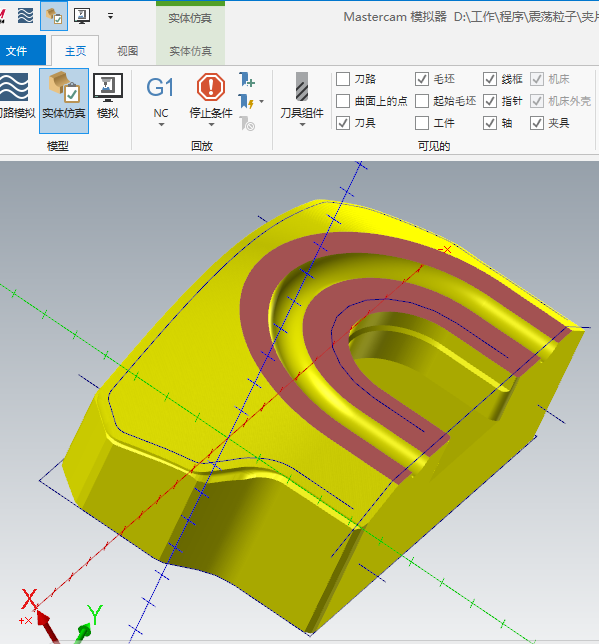
我很少在matercam里面做曲面,最近用了2024发现编程速度还是很快的。但是模拟之后出现棱角了,实物加工完之后和模拟的模型一致.
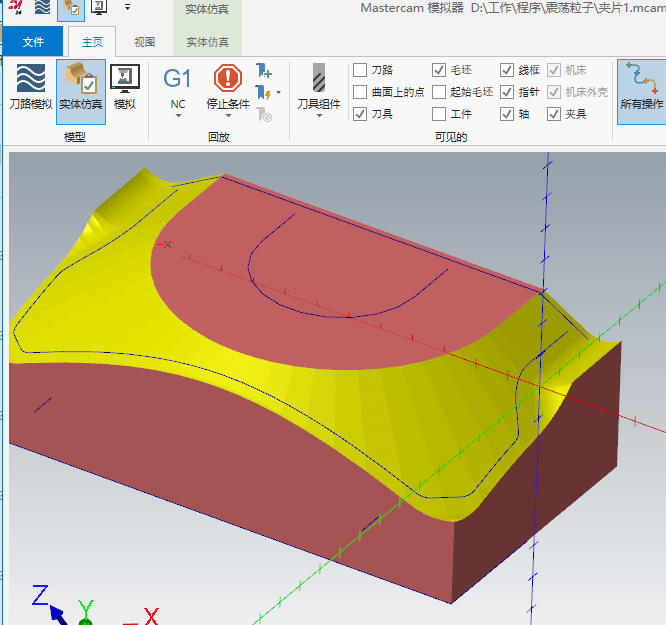
即使抛光也抛不出来.说明这个棱角的大小大于0.02.

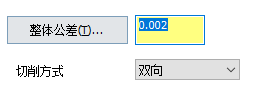
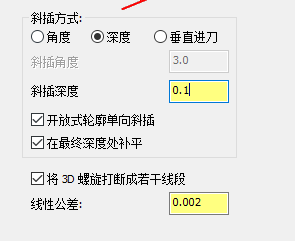
之后调整整体公差、线性公差从默认的0.025改成0.002的精度,可以把这个问题解决掉.
机型:T-1000
(出机日期:201808)
使用步骤及注意事项如下:
1、安装好对刀仪后,找正对刀仪坐标并设置在共变量号#800197(X轴)/#800198(Y轴)/#800199(Z轴)。
但要注意共变量号:#800199(Z轴),共变量号:#800199(Z轴)设定必须使用客户刀柄
最长的刀柄
致于对刀仪表面上方处10~20mm之上。
(例如:-150.)
2、取任意一刀柄作为标准刀
(例如:1号刀柄)
,手轮移到工件表面后不动,此时在MDI模式下执行M35(对刀仪和工件表面的落差值)指令。执行M35完后,落差值会自动写入参数7733内,并同时把1号刀具长度自动写入1号刀补内。不用手动写入该值。
注意:此时刀具碰不到对刀仪表面并有报警产生。为避免此现象,需更改O9007宏程序#31=-4.(CHAO CHU–Q)内-4数值
(例如:-84.)
。否则刀具无法自动对刀(碰不到对刀仪表面)。
3、完成上述两步后,可以依次在MDI模式下(后程序中)执行自动对刀(M36)指令。 例如:M06T02; M36; M06T03; M36: M06T04; M36;……