- 普通平铣刀

- 圆鼻子刀
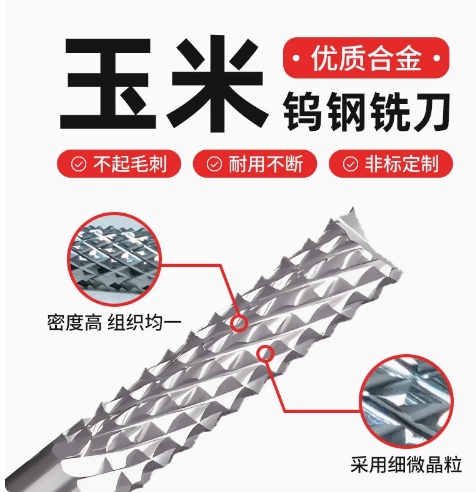
- 玉米刀(开粗)
- 镗刀精度0.01左右的圆孔

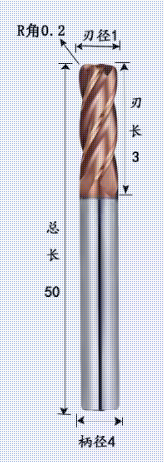
- 球刀

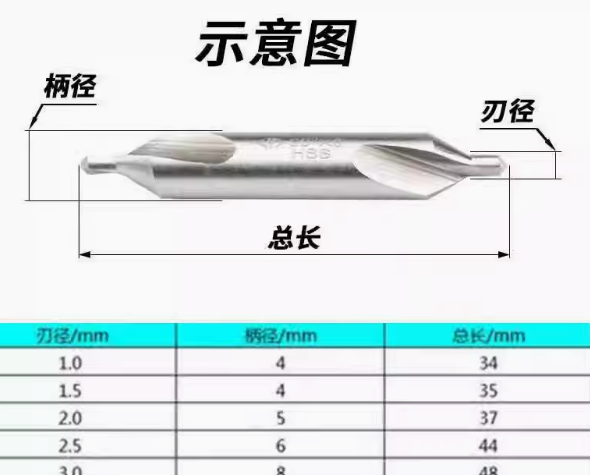
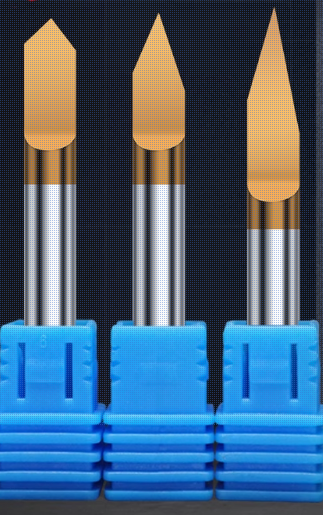
- 中心钻
- 倒角刀

- 钻头

- T型槽刀

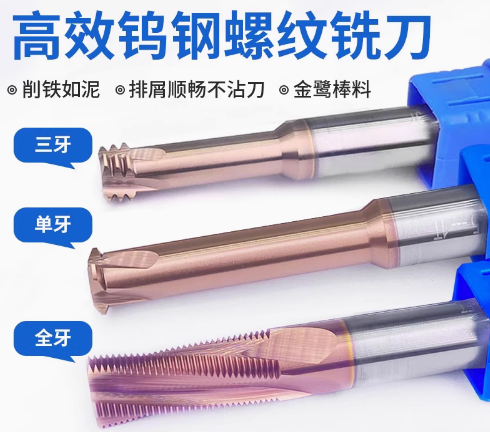
螺纹铣刀
盘刀

刻字雕花
铰刀
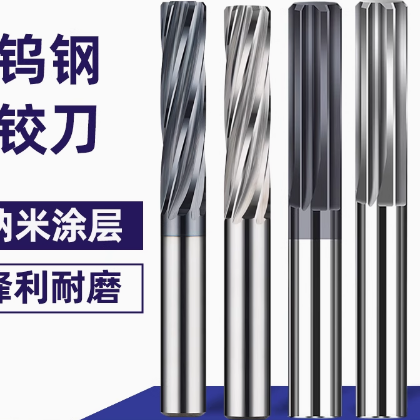
铣刀杆+强力刀柄

螺纹铣刀
盘刀
刻字雕花
铰刀
铣刀杆+强力刀柄
1.网络申请了公网IP
2.在自己的开发板上跑个gost或者realm. WS协议.
国内建一个: gost -D -L “socks5+ws://:1234?path=/ws&mbind=true”
海外这一侧: gost -D -L rtcp://:1080/127.0.0.1:1080 -L socks5://:1080 -F “socks5+wss://xxxxx.com:443?path=/ws&host=test.com”

3.用cloudflare做DDNS域名指向我们的公网IP(给运营商客服要公网IP)
只要连接国外服务器的位置或基站不怎么动,IP是不会被墙的.平时连接就使用自己家的域名.和路由器打开的端口就行.
嘉靖嘉靖 家家皆净 近平近平 句句禁评
虽然两者发生在不同的历史时期,针对不同的问题,但作为两次大规模的、由政府主导的社会改造或治理行动,它们在目标、手段、影响和底层逻辑上存在一些可供对比的共通之处和显著差异。
| 特征/方面 | “改稻为桑” | “动态清零” |
| 背景/问题 | 明朝后期国库空虚,财政危机严重;丝绸出口需求大。 | 2020年起全球新冠疫情爆发,对公共卫生构成威胁。 |
| 核心目标 | 增加财政收入,解决国家经济危机。 | 迅速扑灭本土疫情,保护人民生命健康。 |
| 主导力量 | 嘉靖皇帝、严嵩父子等朝廷高层和地方官员。 | 中央政府、各级地方政府和医疗卫生系统。 |
| 主要手段 | 1. 强制性: 毁堤淹田,制造灾情。2. 经济诱导: 承诺高价收购生丝(实际难以兑现)。3. 权力压迫: 官员层层加码,与士绅勾结。4. 信息操控: 谎报灾情,掩盖真相。 | 1. 强制性: 大规模核酸检测,集中隔离,区域封锁。2. 技术支持: 健康码、大数据流调。3. 社会动员: 基层组织、医护人员、志愿者广泛参与。4. 信息引导: 统一宣传口径,强调“生命至上”。 |
| 对象/受众 | 浙江等地的底层农民。 | 全国范围内的所有居民。 |
| 主要影响 | 1. 经济: 农民失去土地,破产流离;土地兼并加剧。2. 社会: 激化官民矛盾,引发社会动荡(如织造局被烧)。3. 政治: 暴露官场腐败,加剧党争。4. 民生: 饥荒,大量人口死亡。 | 1. 经济: 供应链受阻,消费低迷,服务业受创,经济增速放缓。2. 社会: 居民出行受限,生活不便;部分地区出现物资短缺;心理健康问题增多。3. 政治: 强化政府的治理能力和动员能力。4. 民生: 避免了大规模感染和死亡,但次生灾害和不便也带来负面影响。 |
| 底层逻辑 | 重农抑商下的重利轻民: 为了国家财政(皇帝私利)而牺牲底层农民的根本利益,以行政权力粗暴干预经济和民生。 | 生命至上下的集中力量办大事: 将人民生命健康放在首位,不计成本地动用国家力量,以行政手段实现疫情清零。 |
| 结果 | 最终以失败告终,激化了社会矛盾,导致了严重的民生灾难。 | 在初期有效控制了疫情,但后期因病毒变异、成本过高而难以为继,最终在2022年底逐步放弃。 |
总结来说, “改稻为桑”是封建王朝为解决财政危机而对农民进行的掠夺,充满欺诈和暴力,是彻头彻尾的恶政;而“动态清零”则是现代国家在特殊时期为应对公共卫生危机而采取的极端策略,其出发点是保护生命,但其执行方式和长期影响引发了广泛的讨论和争议。两者都反映了在特定历史背景下,政府权力对社会经济和个人生活的巨大干预能力。

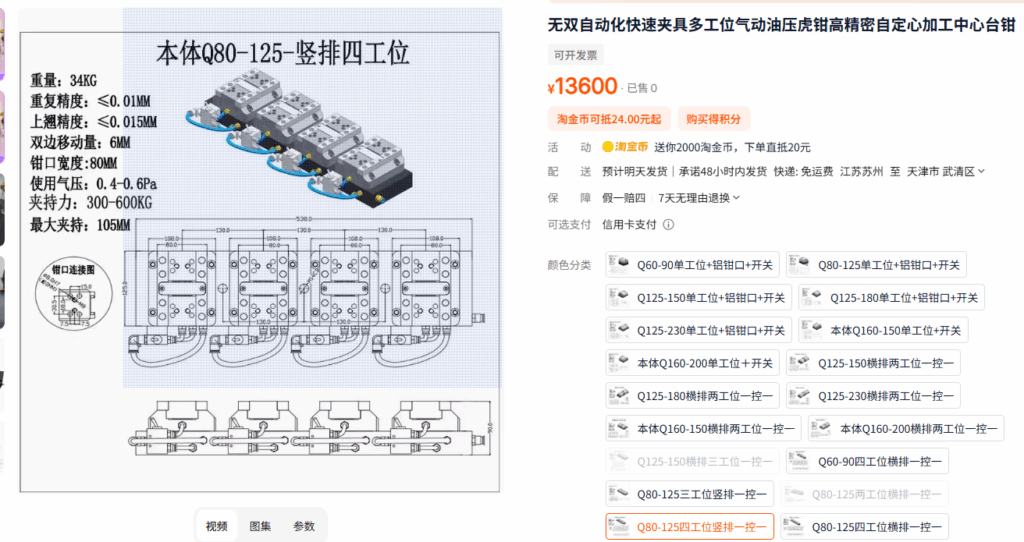
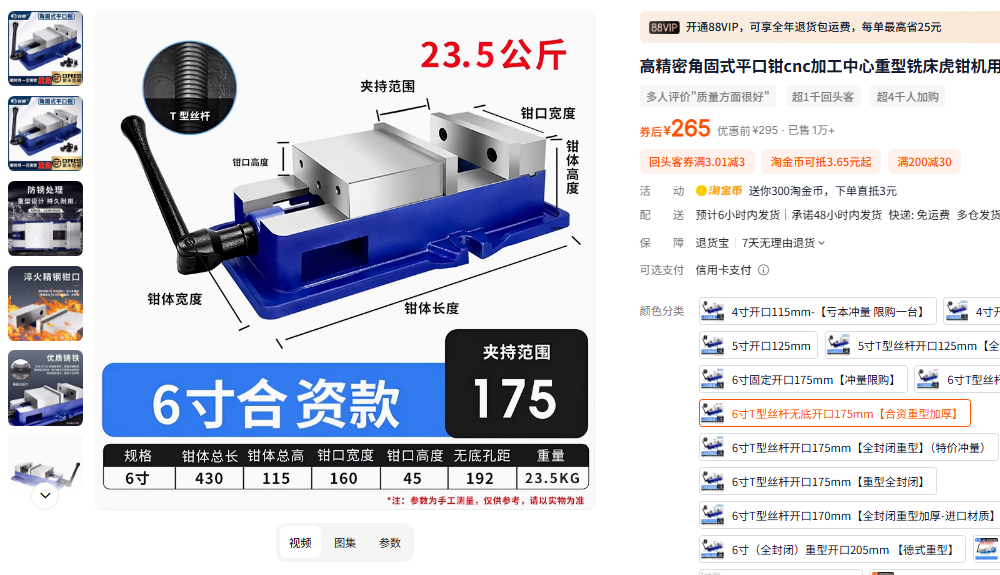
本来想用个气动虎钳装夹零件,发现是真贵啊.
现在工厂的情况是,1人看6台机器.工件加工时间长,还是能看过来的.想上点自动化的东西,一个是装夹产品一致性好一点,另一个人员要求没那么高,操作工可以省点事情.
价格好贵啊.想自己做,其实自己做的价格也差不多.重型气缸400+调压阀+气动控制+2个导柱+几块加工件.价格相差也不是很大.
如果做10套.能省点.但是整体算下来还是贵.这几天研究研究OK夹.看看能降低成本嘛.

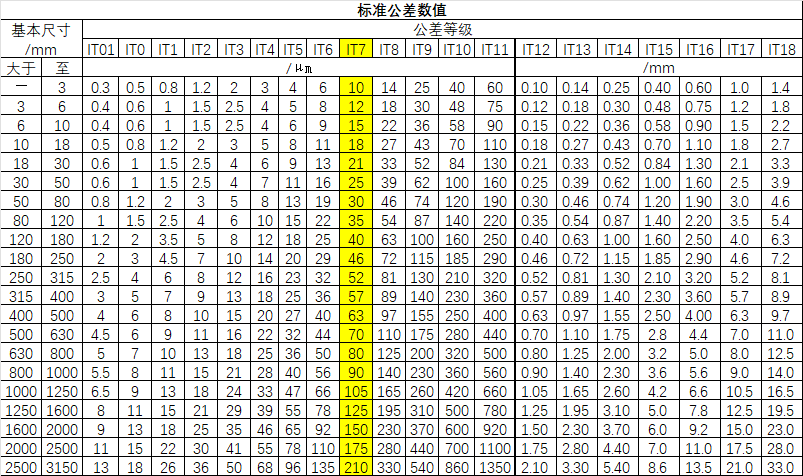
我们一般使用IT7
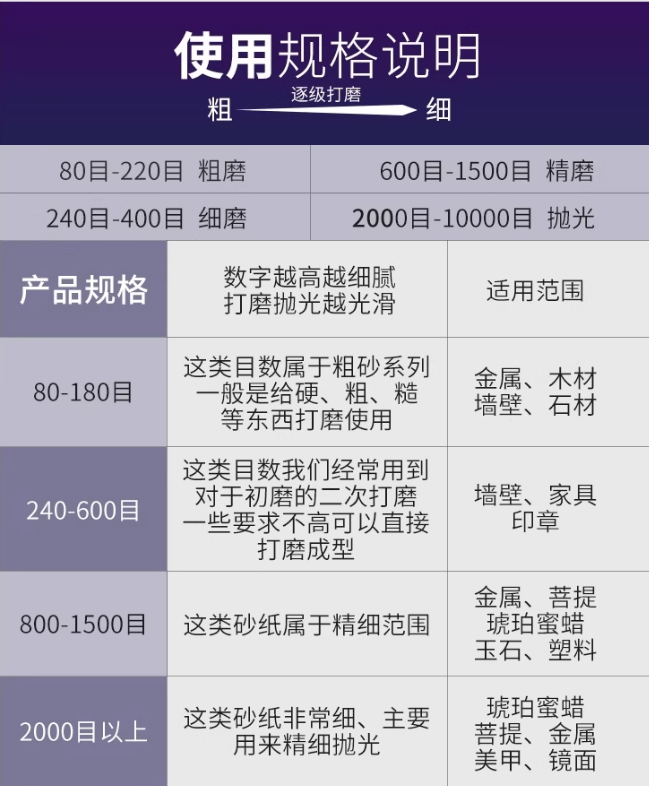
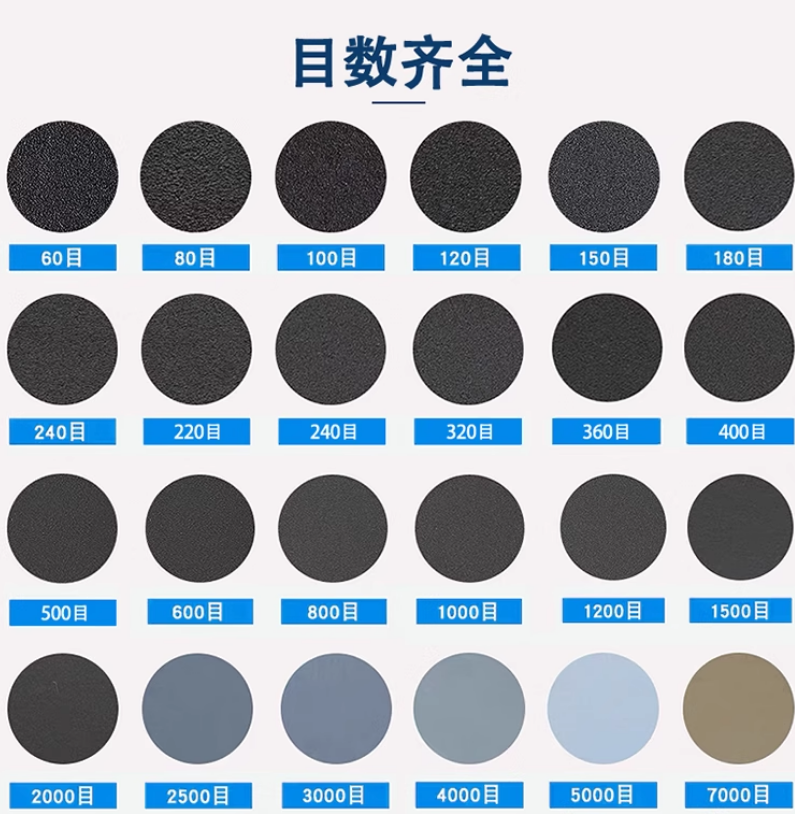
镜面抛光是老生常谈的东西.功夫活儿.最近加入了EDC行业.类似做旋转陀螺,解压玩具.他们是直径上布轮和蜡直径抛光.对产品表面要求过高.老子实在是加工费劲.时间长,出货效率太低.研究研究砂纸抛光.以前做模具的时候,抛光也没感觉这么费劲.现在是不行就报废.而且报废在CNC上.我准备先用180目的砂纸过一遍,再拿400-600目的去过.最后用W2.5的金刚石研磨膏去研表面.现在他们直径用布轮+蜡把我好不容易跑完的曲面,全搞塌了.心疼死了.




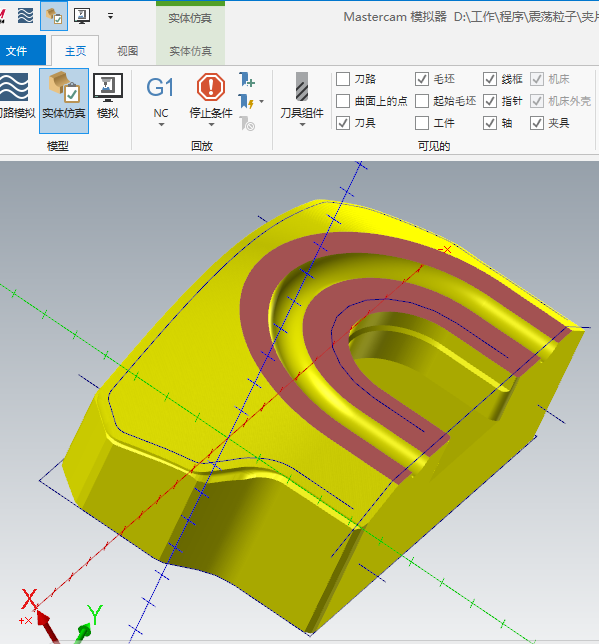
我很少在matercam里面做曲面,最近用了2024发现编程速度还是很快的。但是模拟之后出现棱角了,实物加工完之后和模拟的模型一致.
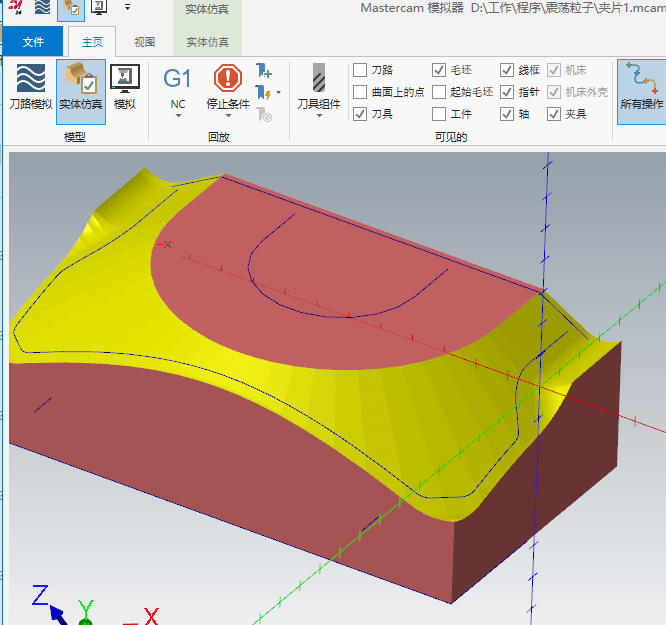
即使抛光也抛不出来.说明这个棱角的大小大于0.02.

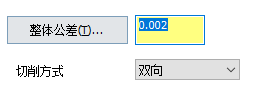
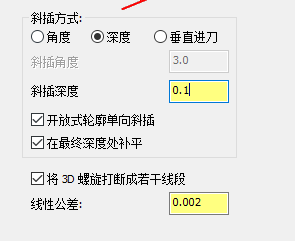
之后调整整体公差、线性公差从默认的0.025改成0.002的精度,可以把这个问题解决掉.
机型:T-1000
(出机日期:201808)
使用步骤及注意事项如下:
1、安装好对刀仪后,找正对刀仪坐标并设置在共变量号#800197(X轴)/#800198(Y轴)/#800199(Z轴)。
但要注意共变量号:#800199(Z轴),共变量号:#800199(Z轴)设定必须使用客户刀柄
最长的刀柄
致于对刀仪表面上方处10~20mm之上。
(例如:-150.)
2、取任意一刀柄作为标准刀
(例如:1号刀柄)
,手轮移到工件表面后不动,此时在MDI模式下执行M35(对刀仪和工件表面的落差值)指令。执行M35完后,落差值会自动写入参数7733内,并同时把1号刀具长度自动写入1号刀补内。不用手动写入该值。
注意:此时刀具碰不到对刀仪表面并有报警产生。为避免此现象,需更改O9007宏程序#31=-4.(CHAO CHU–Q)内-4数值
(例如:-84.)
。否则刀具无法自动对刀(碰不到对刀仪表面)。
3、完成上述两步后,可以依次在MDI模式下(后程序中)执行自动对刀(M36)指令。 例如:M06T02; M36; M06T03; M36: M06T04; M36;……
欢迎使用 WordPress。这是您的第一篇文章。编辑或删除它,然后开始写作吧!